Chapter: Automation, Production Systems, and Computer Integrated Manufacturing : Automotion and Control Technologies
Basic Elements of an Automated System
BASIC ELEMENTS
OF AN
AUTOMATED SYSTEM
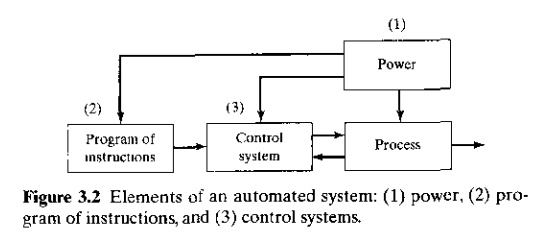
An automated system consists of three basic
elements: (1) power to accomplish the process and
operate the system. (2) a program of instructions to direct the
process, and (3) a control system to actuate the instructions. The relationship amongst
these elements is illustrated in Figure 3.2. All systems that qualify as being
automated include these three basic elements in one form or another.
Power to Accomplish the Automated
Process
An automated system is used to operate some process,
and power is required to drive the pcon:!.'; as well as the controls. The
principal source of power in automated systems is electricity. Electric power
has many advantages in automated as well as nonautomarcd processes
Electrical
power is widely "vaitahle at moderate cost. It is an important part of our
industrial infrastructure
Electrical
power can be readily converted 10 alternative energy forms: mechanical,
thermal, light, acoustic, hydraulic, and pneumatic.
Electrical
power at low levels can be used to accomplish functions such as sigl1al
transmission, information processing, and data storage and communication.
Electrical
energy can be stored in longlife batteries for use in locations where an
external source of electrical power is not conveniently available.
Alternative
power sources include fossil fuels, solar energy, water, and wind. However,
their exclusive use is rare in automated systems. In many cases when
alternative power sources are used to drive the process itself, electrical
power is used for the controls that au
tomate the operation. For example, in casting or
heat treatment, the furnace may be heat",d by fossil fuels. but the
control system to regulate temperature and time cycle is electrical.
In other cases, the energy from these alternative
sources is converted to electric power to operate both the process and its
automation. When solar energy is used as a power source for an automated
system. it is generally converted in this way.
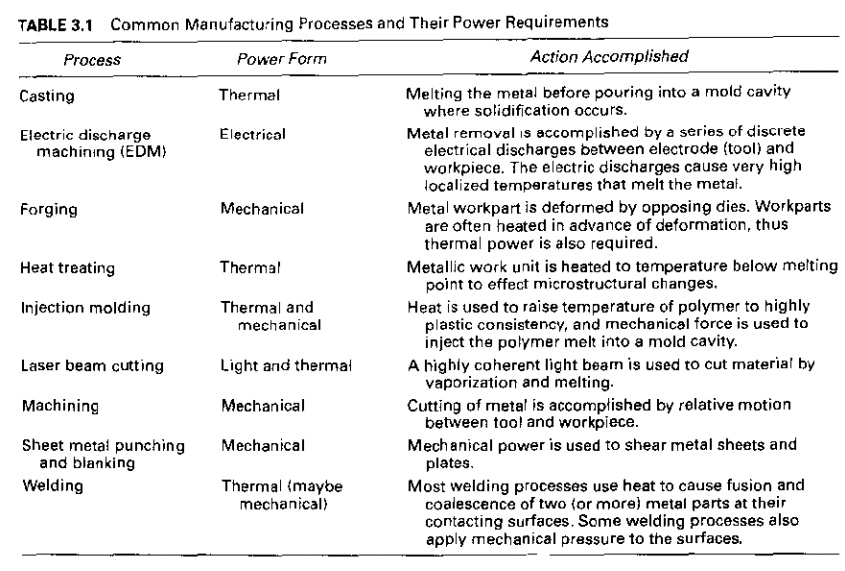
Power for the Process. In
production, the term process refers to the manufacturing
operation that is performed on a work unit. In Table 3.1, a list of common
manufacturing processes is compiled along with the form of power required and
the resulting action on the work unit. Most of the power in manufacturing
plants is consumed by these kinds of operations, The "power form"
indicated in the middle column of the table refers to the energy that is
applied directly to the process. As indicated above, the power source for each
operation is usually converted from electricity.
In addition to driving the manufacturing process
itself, power is also required for the following material handling functions'
Loading
and unloading rhe work unit. All of the processes listed in
Table 3.1 are accomplished on discrete parts. These parts must be moved into
the proper position
and orientation for the process 10 be performed.and
power i~ required for this transport and placement function. At the conclusion
of the process, the work unit must similarly be removed. If the process is
completely automated, then some form of mechanized power is used. If the
process is manually operated or serniautornated, then human power may be used
to position and locate the work unit Materia!
transport be/ween operations. In addition 10 loading and unloading at a
given operation. the work units must
be moved between operations. We consider the rnatcrial handling technologies
associated with this transport function in Chapter 10.
Power
for Automation. Above and beyond the basic power requirements for
the
manufacturing
operation, additional power is required for automation. The additional power is
used for the following functions:
COn/miter unit. Modern industrial controllers are
based on digital computers, which require
electrical power to read the program of instructions, make the control
calculations, and execute the instructions by transmitting the proper commands
to the actuating devices.
PnweT to
nell/are the control signals. The commands sent by the
controller unit are carried OUt by means of electromechanical devices, such as
switches and motors, called actuators (Section
5.2). The commands are generally transmitted by means of lowvoltage control
signals. To accomplish the commands, the actuators require more power,
and so the control signals must he amplified to
provide the proper power level for the actuating device
Data acquisition and information processing. In most
control systems, data must be collected
from the process and used as input to the control algorithms. In addition, a
requirement of the process may include keeping records of process performance
or product quality. These data acquisition and record keeping functions require
power, although in modest amounts.
Program of Instructions
The actions performed b) an automated process arc
defined by a program of instructions Whether the manufacturing operation
involves low, medium, or high production (Section 1.1), each part or product
style made in the operation requires one or more processing steps that are
unique to that style, These processing steps are performed during a work cycle.
A new part is completed during each work cycle (in some manufacturing
operations, more than one part is produced during the work cycle; e.g., a
plastic injection molding operation may produce multiple parts each cyde using
a multiple cavity mold). The particular processing steps for the work cycle are
specified in a work cycle program.
Work cycle programs are called part
programs in numerical control (Chapter 6). Other process control
applications use different names for this type of program.
Work Cycle Programs. In the
simplest automated processes, the work cycle consists of
essentially one step, which is to maintain a single process parameter at a
defined level, for example, maintain the temperature of a furnace at a
designated value for the duration of a heat treatment cycle. (We assume that
loading and unloading of the work units into and from the furnace is performed
manually and is therefore not part of the automatic cycle.) In this case,
programming simply involves sening the temperature dial on the furnace, 'Io
change the program, the operator simply changes the temperature setting. An
extension of this simple case is when the singlestep proce ss is defined by
more than one process parameter, for example, a furnace in which both
temperature and atmosphere are controlled
In more complicated systems, the process involves a
work cycle consisting of multiple steps that are repeated with no deviation
from one cycle to the next. Most discrete part manufacturing operations are in
this category A typical sequence of steps (simplified) is:
(1) load the part into the production machine, (2)
perform the process, and (3) unload the part. During each step, there are one
or more activities that involve changes in one or more process parameters. Process parameters are mputs to the
process. such as temperature setting of a furnace, coordinate axis value in a
positioning system, valve opened or closed in a fluid flow system, and motor on
or off. Process parameters are distinguished from process variables, which
are outputs from the process; for example, the actual temperature of the furnace, the actual position of the
axis, the actual flow rate of the fluid in the pipe, and the rotational speed
of the motor. As our list of examples suggests, the changes in process
parameter values may be continuous (gradual changes during the processing step;
for example, gradually increasing temperature during a heat treatment cycle) or
discrete (stepwise changes; for example, on/off). Different process parameters filly
be involved in each step.
EXAMPLE 3.1 An
Automated Turning Operation
Consider an automated turning operation in which a
coneshaped geometry is generated. Assume the system is automated and that a
robot is used to load and unload the work unit. The work cycle consists of the
following steps: (1) load

Solution'
In step
(1). the activities consist of the robot manipulator reaching for the raw workparr.Iifting and positioning the
part into the chuck jaws of the lathe, then removing the manipulator to a safe
position to await unloading. The process parameters for these activities are
the axis values of the robot manipulator (which change continuously). the
gripper value (open or closed).and the chuck jaw value (open or closed)
Ir. step (2). the activity involves the movement of
the cutting tool to a "ready' position, The process parameters associated
with this activity are the rand zaxis position of the tool
Step (3) is the turning operation. It requires the
simultaneous control of three process parameters: rotational speed of the
workpiece (rev/min), feed (rnrn/rev), and radial distance of the cutting tool
from the axis of rotation. To cut the conical shape, radial distance must be
changed continuously at a constant rate for each revolution of the workpiece
For a consistent finish on the surface, the rotational speed must be
continuously adjusted to maintain a constant surface speed (m/min); and [or
equal feed marks on the surface, the feed mll~tbe set at
a constant value. Depending on the angle of the cone, multiple turning passes
may be required to gradually generate the desired contour. Each pass represents
an additional step in the sequence.
Steps (4) and (5) involve the reverse activities as
steps (2) and (1), respectively, and the process parameters are the same.
Many production operations consist of multiple
steps, sometimes more complicated than our turning example. Examples of these
operations include automatic screw machine cycles, sheet metal stamping
operations, plastic injection molding, and die casting. Each of these
manufacturing processes has been used for many decades. In earlier versions of
these operations. the work cycles were controlled by hardware components, such
as limit switches. timers, cams, and electromechanical reteys In effect, the
hardware components and their arrangements served (IS the program of
instructions that directed the sequence of steps in the processing cycle.
Although these devices were quite adequate in performing their sequencing
function. they suffered from the following disadvantages: (I) They often
required considerable time to design and fabricate, thus forcing the production
equipment to be used for batch production only; (2) making even minor changes
in the program was difficult and time consuming; and (3) the program was in a
physical form that is not readily compatible with computer data processing and
communication.
Modern controllers used in automated systems are
based on digital computers.Instead of cams, timers, rclays, and other hardware
devices, the programs for computercontrolled equipment are contained in
magnetic tape, diskettes, compact disks (CDROMs), computer memory, and other
modern storage technologies. Virtnally all new equipment that perform the above
mass production operations are designed with some type of computer controller
to execute their respective processing cycles. The use of digital computcrs the
process controller allows improvements and upgrades to be made In the control
pro?rams, such as the .addition of control functions not foreseen during
initial equipment design. T~cse kinds ot control changes are often difficult to
make with the previous hardware devices.
The work cycle may include manual steps, where the
operator performs certain activities during the work cycle. and the autorn ated
system performs the rest. A common example is the loading and unloading of
parts by the operator uno and from a numerical control machine between
machining cycles. where the machine performs the cutting operation underpart
program control. Initiation of the cutting operation of each cycle is triggered
hy rbe nperator activating a "start" button after the part has been
loaded.
DecisionMaking in the Programmed Work Cycle. In our
previous discussion of automated work cycles. the only
two features of the work cycle are
(I) the number and S~queucc of processing steps and (2) the process parameter
changes in each step. Each work cycle consists of the same steps and associated
process parameter changes with no variation from one cycle to the next. The
program of 'nstructions is repealed each work cycle without deviation. In fact,
many automated manufacturing operations require decisions to be made during the
programmed work cycle to cope with variations in the cycle. 10 many
cases, the variations are routine elements of the cycle, and the corresponding
instructions for dealing with them are incorporated into the regular part
program. 'I'besc cases include:
Operator
interaction. Although the program of instructions is intended to
be carried out without human
interaction, the controller unit may require input data from a human
opt'r:ltClr in order to £tmction. For example, in an automated engraving oper
anon, the operator may have 10 enter the alphanumeric characters that are to be
engraved on the work unit (e.g .. plaque, trophy, belt buckle). Having entered
the characters, the engraving operation is accomplished automatically by the
system. (An everyday example of operator interaction with an automated system
is a bank CU>tomer
using an automated teller machine. The customer must enter the codes mdieating
what transaction is to be accomplished by the teller rnachine.)
DIfferent
part or product stvlrs processed by the Iystem. In this
instance, the automated system is programmed to perform different work cycles
on different part or product styles. An example is an industrial robot that
performs a series of spot welding operations on car bodies in a final assembly
plant. These plants are often designed to build different hody styles on the same
automated assembly line, such as twodoor and fourdoor sedans. As each car body
enters a given welding station on the line, sensors identify which style it is,
and the robot performs the correct series of welds for that style.
Variations in the staning work units. In many manufacturing operations the starting work units are not consistent. A good example is a sand casting as the starting work unit in a machining operation. The dimensional variations in the raw castings sometimes necessitate an extra machining pass to bring the machined dimension to the specified value. The part program must be coded to allow for the additional pass when necessary.
In all of these examples, the routine variations
can be accommodated in the regular work cycle program. The program can
be designed to respond to sensor or operator inputs by executing the
appropriate subroutine corresponding to the input. In other cases, the variations in the work cycle are not routine at
all. They are infrequent and unexpected, such as the failure of an equipment
component. Itt these instances, the program must include contingency procedures
or modifications in the sequence to copc with conditions that lie outside the
normal routine. We discuss these measures later in the chapter in the context
of advanced automation functions (Section 3.2).
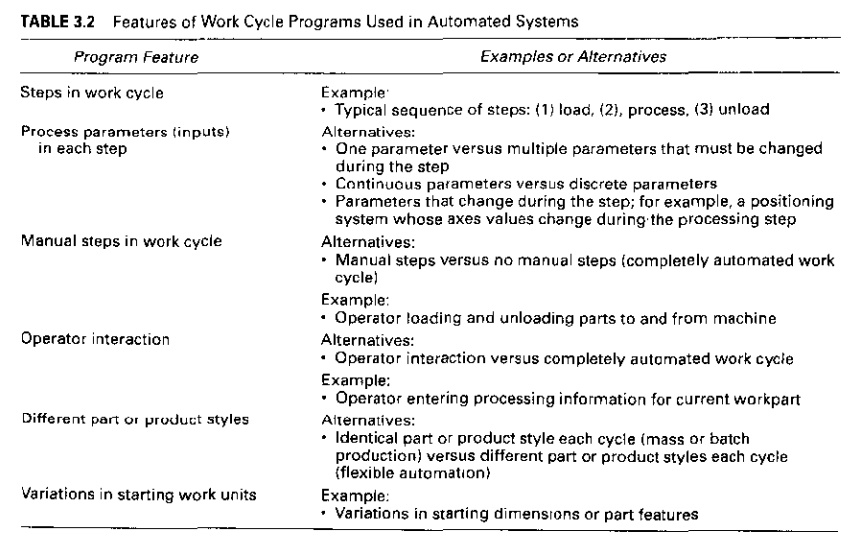
A variety of production situations and work cycle
programs has been discussed here The features of work cycle programs (part
programs) used to direct the operations of an automated system are summarized
as in Table 3.2.
Control
System
The control element of the automated system executes the program of instructions. The control system causes the process to accomplish its defined function. which for our purpose is to carry out some manufacturing operation. Let us provide a brief introduction to control systems here. The following chapter describes this important industrial technology in marc detail.
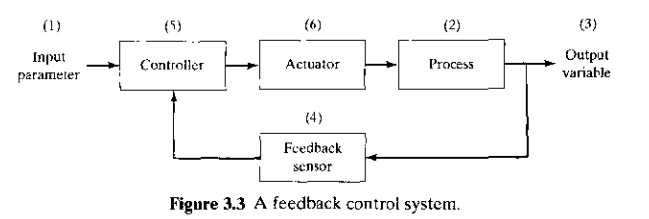
The controls in an
automated system can be either closed loop or open loop. A closed loup control system, also
known as a feedback control system. is
one in which the output variable is compared with an input parameter, and any
difference between the two is used to drive the output into agreement with the
input.As shown in Figure 3.3. a closed loop control system consists of six
basic elements: (I) input parameter, (2) process, (3) output van. able, (4)
feedback sensor. (5) controller. and (0) actuator. The input parameter. often referred to as the set point, represents the desired value of the output. In a home temperature can. trot system,
the set point is the desired thermostat setting. The process is the operation or function being controlled. In
particular, it is the output variable
that is being controlled in the Ioop.Jn the present discussion, the process of
interest is usually a manufacturing operation, and the output variable is some
process variable, perhaps a critical performance
measure
in the process, such as temperature or force or flow rate. A sensor is used to measure the output
variable and close the loop between input and output. Sensors perform the
feedback function in a closed loop control system. The controllercornpares the
output with the input and makes the required adjustment in the process to
reduce the difference between them. The adjustment is accomplished using one or
more actuators, which are the
hardware devices that physically carry out the control actions, such as an
electric motor or a flow valve. It should be mentioned that OUT model in Figure 3.3 shows only
one loop. Most industrial processes require multiple loops, one for each
process variable that must be controlled
In contrast to the closed loop control system, an open loop control system operates
without the feedback loop, as in Figure 3.4. In this case, the controls operate
without measuring the output variable.so no comparison is made between the
actual value of the output and the desired input parameter. The controller
relies on an accurate model of the effect of its actuator 011 the process
variable. With an open loop system, there is always the risk that the actuator
will not have the intended effect on the process, and that is the dis advantage
of an open loop system.lt~ advantage is that it is generally simpler and less
expensive than a closed loop system. Open loop systems are usually appropriate
when the following conditions apply: (1) The actions performed by the control
system are simple,
(2) the actuating function is very reliable, and
(3) any reaction forces opposing the actuation are small enough to have no
effect on the actuation. If these characteristics are not applicable, then a
closed loop control system may be more appropriate.
Consider the difference between a closed loop and
open loop system for the case of a positioning system. Positioning systems are
common in manufacturing to locate a work part relative to a tool or workhead. Figure 3.5
illustrates the case of a closed loop posi
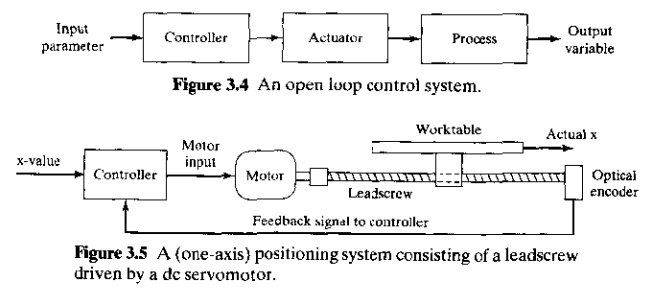
tiorung system. In operation, the system is
directed to move the worktable to a specified location as defined bv a
coordinate value in a Cartesian (or other) coordinate system.Most positioning
systems have at least two axes (e.g., an .r
y positioning table) with a
control system for each axis, but our diagram only illustrates one of these
axes. A de servomotor connected to a Icadscrew is a common actuator for each
axis. A signal indicating the coordinate value (e.g .. xvalue) is sent from the
controller to the motor that drives the leadscrew, whose rotation is converted
into linear motion of the positioning table. As the table moves closer to the
desired xcoordinate value. the difference between the actual aposition and the
input .rvaluc is reduced. The actual .rpositlon is measured by a feedback
sensor (e.g., an optical encoder). The controller continues to drive the motor
until the actual table pcsitiun corresponds to the input position value.
For the open loop case, the diagram for the positioning system would be similar to the preceding. except that no feedback loop is present and a stepper motor is used in place of the de servomotor. A stepper motor is designed to rotate a precise fraction of a tum for each pulse received from the controller. Since the motor shaft is connected to the leadscrew, and the leadscrew drives the worktable. each pulse converts into a small constant linear movement of the table. To move the table a desired distance. the number of pulses corresponding to thai distance is seut to the motor. Given the proper application, whose charactcrisrtcs match the preceding list of operating conditions, an open loop positioning system works with high reliability.
We consider the engineering analysis of closed loop
and open loop positioning systerns in the context of numerical control in a
subsequent chapter (Section 6.6).
Related Topics